核心結論
核心參數速比:哪款工藝更適配量產的耐用性與實際需求
| 考量維度 | SLS(粉末床激光燒結) | MJF(粉末床噴墨熔融) | FDM/FFF(絲材擠出) | SLA/VPP(光固化) |
|---|---|---|---|---|
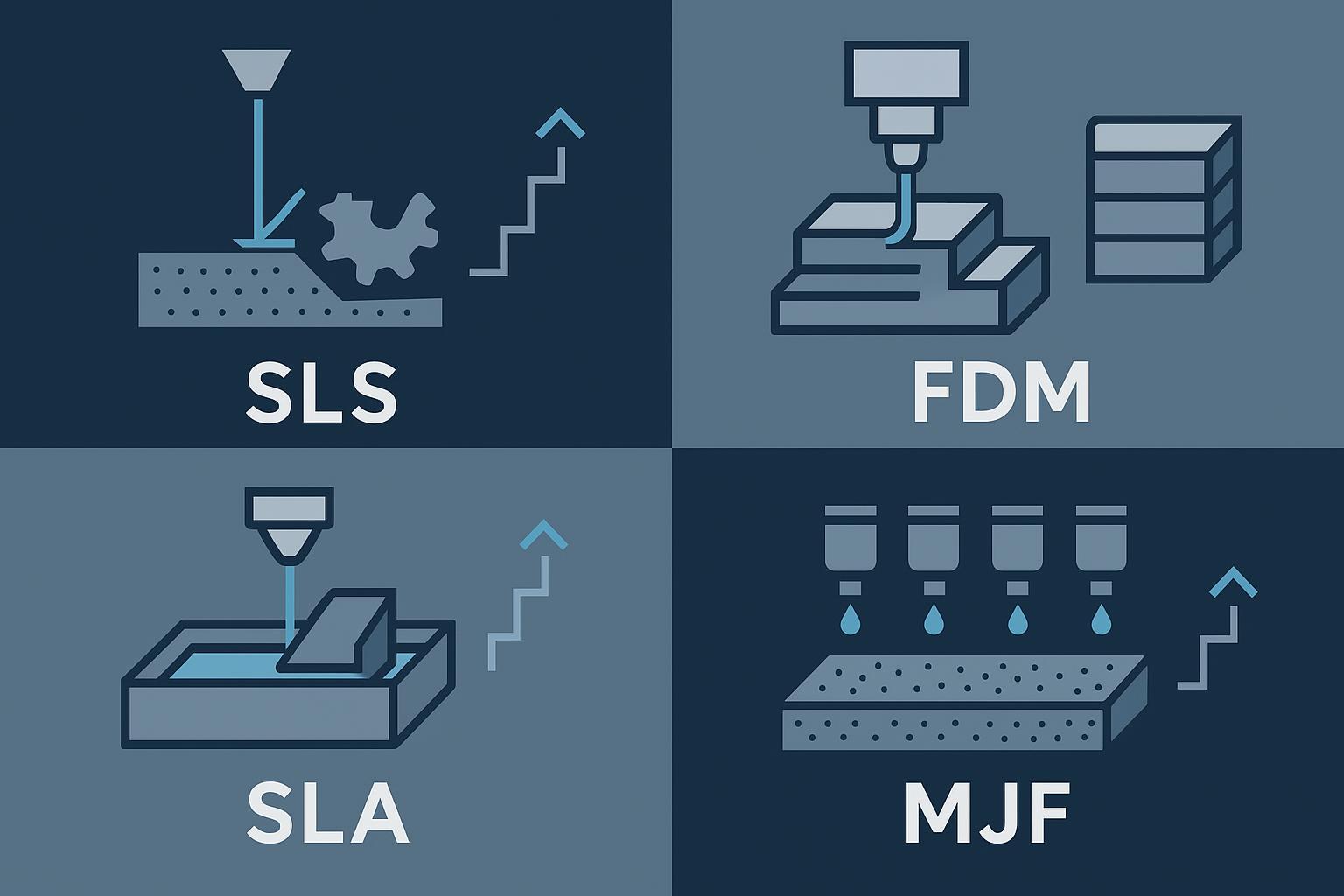
| 工藝定義 | 激光粉末床熔融工藝,逐層燒結尼龍粉末,可制作無支撐、高耐用性高分子零件,適合批量生產 | 粉末床成型工藝,通過噴墨頭噴涂熔融劑并熔融尼龍粉末,主打高生產效率,成型的尼龍零件性能均勻、各向同性 | 絲材擠出成型工藝,將熔融熱塑性材料以熔絲形式逐層沉積,成本經濟且可適配耐高溫材料,但其性能存在明顯的層向各向異性 | 槽式光固化工藝,通過光線固化液態樹脂(含 SLA/DLP/VPP 等細分工藝),成型細節拉滿、表面光潔,力學性能隨樹脂類型變化差異顯著 |
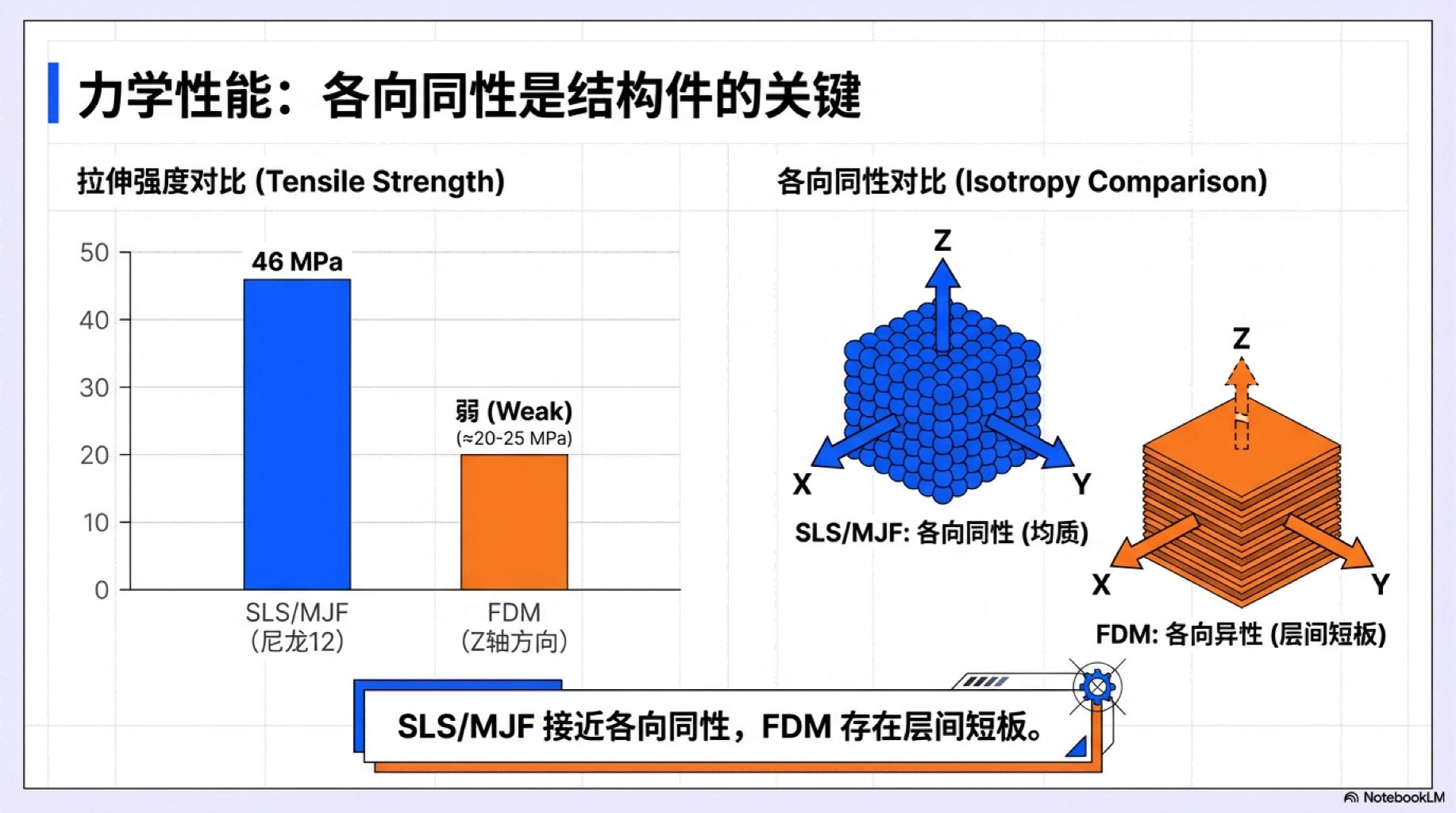
| 力學耐用性 | 尼龍 12(盈普 Precimid1172Pro):拉伸強度≈46MPa;斷裂伸長率≈8%–17%;彎曲強度≈51MPa(參考 TPM3D 盈普該型號尼龍 12 材料參數) | 尼龍 12/11,性能優異且均勻,是制作功能件的優選 | 工程塑料(ABS/ASA/PC/PEI),性能呈明顯各向異性,可滿足耐高溫使用需求 | 成型細節極佳;力學性能由樹脂類型決定,需關注紫外老化、材料脆化問題 |
| 各向同性 | 填充 / 非填充尼龍的性能均接近各向均衡 | 各方向性能分布一致性極佳 | 呈明顯方向性(Z 軸性能偏弱),零件擺放方向對成型效果至關重要 | 幾何結構整體均勻,長期耐用性由樹脂類型決定 |
| 典型尺寸公差 | 零件長度≤100mm,公差 ±0.2mm;
零件長度>100mm,公差 ±0.2%× 長度(mm) (來源:TPM3D盈普) 量產常規公差約 ±0.305mm+0.1%× 長度 |
/ | 工業級 FDM:±0.089mm 或 ±0.0015mm/mm(取較大值)
(來源:Stratasys F900 設備參數) |
微小結構公差可達 ±0.02–0.06mm
(來源:Formlabs Form 4 設計指南) |
| 表面效果 | 精細啞光質感,常做蒸汽光滑、染色后處理 | 精細微紋理質感,廣泛應用光滑處理、染色工藝 | 層紋明顯,部分場景需機加工、表面精整處理 | 表面最光潔,僅需簡單處理即可直接噴漆 |
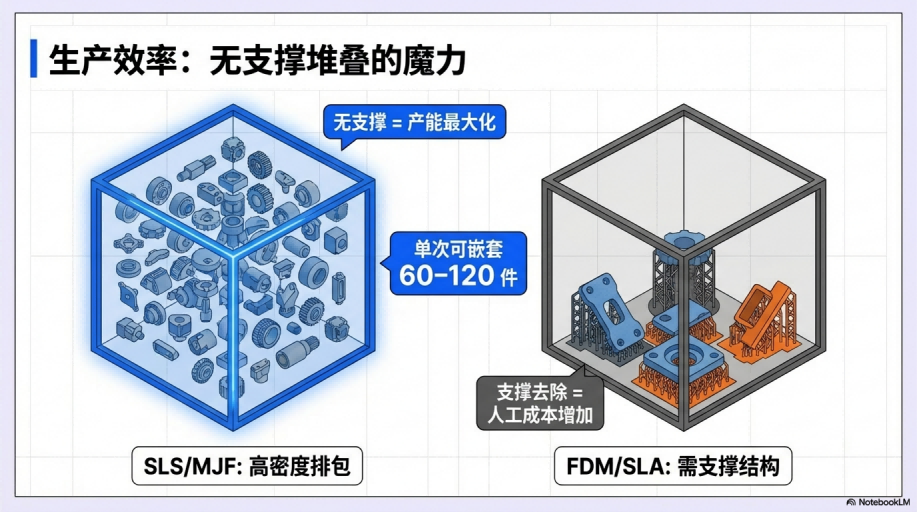
| 生產效率 & 排包嵌套 | 排包填充密度高,大成型缸可實現批量生產 | 搭配可更換成型單元,生產流程效率高 | 效率差異大,多打印頭、工裝配置會增加人工成本 | 適合外觀件批量生產,需做支撐去除處理 |
| 成型缸 / 零件最大尺寸 | 依設備廠商而定;工業級 SLS 主流機型成型缸約 340×340×600mm(如 EOS P3 NEXT),也有 盈普 S600DL 等大尺寸機型(600×600×800mm) | MJF 主流機型為惠普 Jet Fusion 5000/5200 系列,有效成型尺寸約 380×284×380mm,支持成型單元拓展 | 尺寸覆蓋廣;工業級 FDM 成型缸依平臺而定(約 350×300×300mm 至大型龍門式設備),適配性由所選設備、零件擺放方向決定 | 量產型 SLA 設備以中小成型缸為主(典型 XY 面尺寸約 145×145mm 至 300×300mm);大尺寸 SLA 設備應用較少,需根據零件尺寸匹配樹脂打印機 |
| 材料 & 合規認證 | 尼龍材料體系豐富,有生物相容性、阻燃等級可選 | 尼龍產品體系完善,耐化學性有明確檢測數據支撐 | 可適配 PEI/ULTEM、PC、ABS、ASA 等材料,已在航空航天、交通領域成熟應用 | 有生物相容性樹脂可選(需根據具體場景驗證) |
| 單件參考成本 | 中等;規模化生產時,高效排包嵌套可降低單位生產成本 | 中等;成型周期效率高,規模化量產成本優勢顯著 | 材料成本通常最低,人工成本占比可能偏高 | 可達模具級外觀效果,樹脂價格隨類型差異較大 |
| 設計規范(支撐) | 無支撐(以粉末為自然支撐),可設計復雜內部結構 | 無支撐(以粉末為自然支撐),設計規范與 SLS 相近 | 懸伸結構需加支撐,需預留排料、間隙空間 | 需加支撐,需謹慎設計零件擺放方向并做好支撐清理 |
| 最佳適用場景 | 耐用型外殼、支架、工裝 | 規模化生產耐用尼龍零件 | 成本敏感型工裝、大尺寸零件、耐高溫需求件 | 外觀面板、導光件、高精度小零件 |
參考資料來源:
- 盈普三維 高分子材料頁面的尼龍力學性能及牌號數據;
- 惠普材料文檔中的 MJF 尼龍 12 參數;
- Stratasys F900 產品規格中的 FDM 精度數據;
- Formlabs Form 4 設計指南中的 SLA 公差要求;
- Protolabs 官網的 SLS/MJF 量產常規公差數據。

- 2024 年 PMC 期刊中,Zakr?cki 等人發表的開源研究,采用標準化拉伸試樣并結合多種成型方向,詳細對比了 SLS 與 MJF 工藝下尼龍 12 的力學性能,同時公布了基于 ISO 527 標準的拉伸性能(抗拉強度、彈性模量、斷裂伸長率)及彎曲、沖擊測試數據;
- 若需對不同增材制造工藝進行同件尺寸精度對標,可參考 ISO/ASTM 52902:2019 測試制件標準 —— 該標準為中立框架,廣泛用于評估 FDM/FFF、SLA/VPP、SLS、MJF 等工藝的幾何成型能力與尺寸公差。
電子外殼與功能原型:選型指南

SLA 工藝適用場景

FDM 工藝適用場景
汽車支架、風道、工裝:選型指南

消費品外殼與小批量生產:選型指南
- SLA 工藝能做出最優的外觀和最清晰的細節,且后處理工序相對簡單,適合制作外殼、邊框、外露部件;
- 若消費品外殼需放入背包、安裝在自行車等場景(高頻次磕碰),SLS/MJF 尼龍工藝更合適,能兼顧外觀(可后處理優化)、韌性和卡扣配合的可靠性;
- 若成本壓力大,且產品使用場景溫和,可選擇 FDM 工藝 —— 需把支撐去除、噴漆、光滑處理等工序的成本和工時納入考量,以達到目標外觀質量。

快速選型表:SLS、FDM、SLA、MJF 怎么選
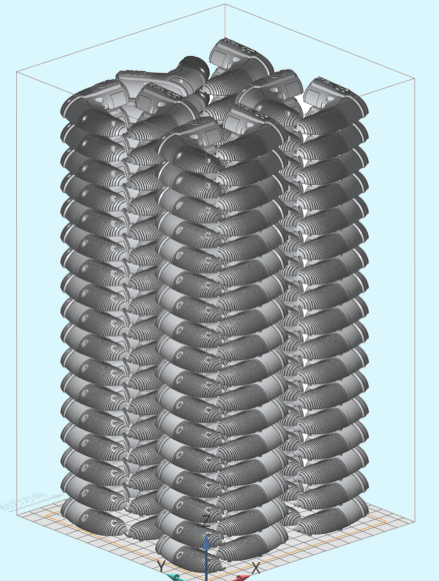
- 核心需求為耐用、可復現的尼龍零件,需設計復雜無支撐內部結構,且量產規模為 50–5000 件及以上:選 SLS 或 MJF 工藝。粉末床熔融工藝能實現均衡的力學性能和高密度排包嵌套,規模化生產時單件成本可控;
- 核心需求為外觀精度、嚴格尺寸公差,且零件承受低至中等載荷:選 SLA 工藝。該工藝在外觀外露件、精細結構件、可直接噴漆件的生產中優勢顯著;
- 核心需求為控制成本,且零件載荷要求低,或需要耐高溫高分子材料:選工業級 FDM 工藝。可通過優化零件擺放方向、填充策略緩解性能各向異性;若對外觀有要求,需提前規劃后處理工序。
定價、總擁有成本及工藝認證注意事項
零件的單件成本,由設備小時費率、材料成本及良率、人工成本(拆件、支撐 / 粉末去除、后處理)、能源 / 維護成本、報廢 / 重印率、管理費用分攤共同決定。行業內常用的簡易計算模型如下:
單件成本≈(設備小時費率 × 打印時長 ÷ 每批次零件數)+(材料單價 × 零件凈重量 ÷ 粉末回用率)+(人工時薪 × 單件人工耗時 ÷60)+ 分攤管理費用
兩個關鍵提醒:SLS/MJF 工藝的實際排包填充密度、FDM/SLA 工藝的支撐去除 / 后處理工時,對成本的影響往往大于原材料單價。如需系統對比粉末床熔融與絲材擠出工藝的經濟性,可參考 RapidMade 發布的《粉末床熔融(MJF/SLS)與 FDM 工藝對比 —— 工業工裝應用篇》。
材料定價、粉末回用率、人工時薪均受地區、供應商影響且動態變化,實際生產前務必獲取最新報價,并通過代表性零件驗證實際良率。
工藝認證核心步驟(精簡版):鎖定材料及供應商→制作不同擺放方向的試樣并測試→制定工藝控制方案(成型排包、粉末回用率、檢測流程)→記錄后處理工藝參數→針對應用場景完成環境 / 老化測試。
若想低成本投入測試 SLS 工藝,可通過專業量產服務商開展試點生產(如 盈普三維3D 打印服務板塊)。
補充說明
常見問題解答
- 哪類技術最適合制作耐用的高分子終端零件?
2. MJF 工藝的零件強度是否比 SLS 更好?
3. 量產零件時,什么時候優先選 SLA 而非 SLS?
4. 如何估算 SLS 與 FDM 工藝的單件成本?
5. 高分子 3D 打印零件能通過醫療或合規領域的認證嗎?
總結
SLS、FDM、SLA、MJF 工藝的最終選型,核心取決于零件需承受的載荷、使用環境,以及量產規模。建議先確定核心選型需求(耐用性、外觀、成本、生產效率),再制定科學的工藝認證方案落地驗證。
你計劃先通過哪款零件開展工藝打樣,建立自己的量產數據體系?
技術創新,包括機器人輔助手術和3D打印技術。3D 打印技術,又稱增材制造,正在徹底改變包括髖關節和膝關節重建在內的醫療領域。它通過逐層構建物體的過程,實現了從數字模型到實物的轉化,提高了手術精度,縮短了恢復時間,為患者帶來了前所未有的個性化治療方案。
3D 打印在髖關節和膝關節重建中的應用
術前規劃與模型
手術模擬:?醫生可以在 3D 打印的模型上進行手術模擬,預演手術步驟,優化手術路徑,減少手術風險。
醫患溝通:?3D 打印模型可以幫助醫生向患者更清晰地解釋病情和手術方案,增進醫患之間的理解和信任。
定制化植入物
生物相容性材料:?3D 打印可以使用多種生物相容性材料,如鈦合金、聚醚醚酮(PEEK)等,這些材料具有良好的生物相容性和力學性能,可以滿足植入物的要求。
提高患者滿意度:?定制化植入物可以更好地恢復患者的關節功能,提高患者的生活質量和滿意度。
手術導板
減少手術時間:?使用手術導板可以減少手術操作時間,降低手術風險。
3D 打印的優勢
精準:?提高手術精度,減少手術風險。
高效:?縮短手術時間和恢復時間。
創新:?推動醫療技術的創新和發展。
3D 打印的挑戰
技術:?需要專業的技術人員進行操作和維護。
監管:?3D 打印醫療器械的監管和審批流程尚需完善。
結論
3D 打印技術在髖關節和膝關節重建領域具有廣闊的應用前景,它為個性化醫療帶來了新的希望。隨著技術的不斷成熟和成本的降低,3D 打印將在未來的關節重建手術中發揮越來越重要的作用。
]]>蒸汽平滑
蒸汽平滑(Vapor Smoothing),也稱為化學蒸汽平滑,是一種將打印部件暴露于蒸發溶劑環境下進行表面處理的技術。工業蒸汽平滑工藝需要小心地將單個或多個部件懸掛在密閉室中,以實現最大程度的暴露。將化學溶劑混合物(例如 FA 326)注入并噴射到腔室中,在該腔室中它在零件上凝結并硬化,通過受控熔體消除表面不規則性。隨著腔室溫度升高,殘余溶劑蒸發并被回收。最終部件變得防水并保留其光滑的內腔、精確的尺寸和原始材料體積。為了獲得最佳的蒸汽平滑效果,建議使用專為 3D 打印蒸汽平滑設計的工業級設備在受控環境中實施這一過程。對于那些對DIY 方法感興趣的人,可以使用丙酮或乙醇作為化學溶劑來實現蒸汽平滑,或者在這種情況下稱為溶劑浸漬。然而,必須謹慎行事并確保適當的安全措施和設備到位。

振動精拋光
另一方面,振動精拋光不使用化學品進行表面處理。相反,它依靠研磨介質來增強 3D 打印部件的表面。在此過程中,多個 3D 打印零件被放置在振動桶中,該振動桶中充滿了選定的研磨介質和化合物潤滑液。當機器打開時,桶開始移動,在零件和研磨介質之間產生機械摩擦。這種減材工藝可以最小化且溫和地去除最外層的材料,從而提高零件的表面質量。振動精拋光需要特殊的措施和設備,并提供兩種方法:振動法和翻滾法。振動方法特別適合較大、細節較少的物體,并且可以更快地達到所需的結果。
磨料或切屑的選擇在振動精拋光中至關重要。磨料碎片可以由陶瓷、塑料或鋼制成,每種都會產生不同的結果。陶瓷磨料特別適合去毛刺和獲得光亮的表面。由于密度高,它們可以承受高壓,適合加工不銹鋼、金屬和塑料零件。塑料磨料非常適合需要溫和加工的柔軟精細表面。它們有金字塔形和圓錐形兩種形狀。此外,Walther Trowal 還開發了乳頭形磨料,適用于難以觸及區域的超小、精細零件。鋼磨料大多呈球形,材料去除量極小,特別適用于金屬、銀或鋁制零件的拋光和機械清潔,以確保表面光滑無劃痕。

除了磨料外,還需要使用潤滑液,即化合物。這種化合物用于吸收和清除零件上的磨損,并對零件進行清潔和去油處理。對于金屬零件的加工,可以選擇使用酸性化合物進行酸洗。處理完后,還需要進行干燥處理。可以將這些零件放置在振動干燥機中進行干燥,與加熱的干燥介質(如玉米芯粉、堅果粉或木塊)一起進行振動。
兼容材料
蒸汽平滑與大多數 3D 打印聚合物和彈性體兼容。適用于蒸汽平滑的常見材料包括丙烯腈苯乙烯丙烯酸酯(ASA)、丙烯腈丁二烯苯乙烯(ABS)、高抗沖聚苯乙烯(取決于機器)、尼龍 11(PA 11)、尼龍 12 (PA 12)、聚丙烯 (PP) 、和聚碳酸酯/丙烯腈丁二烯苯乙烯 (PC-ABS)。然而,值得注意的是,不建議使用 TPU 和某些特種長絲進行蒸汽平滑處理。每種溶劑,例如丙酮、甲乙酮 (MEK)、四氫呋喃 (THF)、二氯甲烷 (DCM) 和乙酸乙酯,都有其自身的有效性和應用注意事項。
然而,振動精拋光與許多其他不同的材料兼容。例如,振動精拋光不僅可用于由熱固性塑料、熱塑性塑料和彈性體(如聚乙烯 (PE)、聚丙烯 (PP) 或聚對苯二甲酸乙二醇酯 (PET))制成的3D 打印部件,還可用于鋁、不銹鋼、黃銅或紫銅等金屬。這使得它成為一種更加通用的方法,可以用作各種 3D 打印技術的后處理方法,例如 FDM/FFF 和粉末床熔融技術。

后處理技術的局限性和優點
這兩種工藝在表面外觀和性能方面都具有許多優勢。通過蒸汽平滑可以獲得與注塑成型相當的光滑和防水的表面光潔度零件,并提高零件的伸長率、拉伸性能、彎曲性能,保持特性、強度和精度。另一方面,振動精拋光不能實現防水精加工,但也能提供異常光滑的表面、去除涂層痕跡并產生防刮擦和防污的表面。通過振動精拋光和蒸汽平滑方法加工的部件可產生具有光澤外觀的光滑表面。然而,與振動精拋光相比,蒸汽平滑可提供更閃亮的表面。此外,經過振動精拋光處理的零件表現出明顯更柔軟、更愉悅的觸覺體驗。
然而,值得注意的是,蒸汽平滑并不是適合每種打印的最佳解決方案。太復雜、太小、太大或太平的模型可能會變形或丟失細節,并且之后可能會看到痕跡。蒸汽平滑處理后,零件可能會出現橋接、起泡、咬痕、邊緣池、斑點、孔洞或不完整特征等缺陷。此外,值得注意的是,與
剛性材料相比,柔性材料更容易出現表面缺陷。因此,在對帶有接頭的移動部件或部件進行蒸汽平滑處理時必須注意時機,以避免損害接頭完整性或因過度暴露于蒸汽而導致粘連。
另一方面,振動精拋光比蒸汽平滑適用于更廣泛的 3D 打印零件,因為它可以通過選擇不同的磨料和方法來適應零件的任何個性化需求、材料特性和結構。只要該過程始終由專家專業完成,振動精拋光幾乎適用于所有 3D 打印零件。然而,振動精拋光可能會導致部件幾何形狀的損失。例如,組件的角和尖端可能會過于圓化并失去形狀,而使用蒸汽平滑則不會發生這種情況。此外,振動整理有時需要隨后進行進一步的干燥程序,這會延長該過程。
應用領域
蒸汽平滑是一項受到醫療、汽車和航空航天等行業青睞的技術,能夠對防水、抗菌且不含化學物質的部件進行處理。當談到振動精拋光時,醫療、汽車和體育行業尤其受益于這項技術。在每個領域,光滑的表面(尤其是金屬部件)對于確保部件的正常運行和安全條件都非常重要。然而,蒸汽平滑和振動精拋光在整個產品開發周期都可以實施,從概念模型到原型再到最終產品,并在醫療、汽車和消費品等各個行業都得到了廣泛應用。
例如,采用振動精拋光工藝加工的零件有汽車行業的汽車零件或體育行業的溜冰鞋和健身器材。此外,珠寶和餐具均經過振動精拋光,供消費者使用。汽車工業中經常使用蒸汽平滑部件的一個例子是車輛的內部部件,例如儀表板、門把手和中控臺元件。蒸汽平滑還用于航空航天工業中的飛機零件,例如機翼、空氣管道和發動機零件等。
供應商和價格
不同的服務提供商,例如 SPALECK GmbH、VibraFinish 或 Rohde AG,為私人客戶和公司提供振動精拋光。對于蒸汽平滑,Xometry、AMT、DyeMansion、Protolabs和 Hubs 是著名的服務提供商,通過指定的后處理解決方案機器或基于材料提供蒸汽平滑服務。3Faktur 是一家德國公司,提供蒸汽平滑和振動精拋光服務。著名的 VaporSmoothing 機器(例如 AMTPostPro3D 系列和 Powerfuse S 系列)是 Xometry 和 DyeMansion 提供的解決方案,而Protolabs 和 Hubs 分別使用 SLS 和MJFHPA 12、PA 12 和 MJF Ultrasint TPU-01 材
TPU-01 材
料。
至于振動精拋光,Walther Trowal、AVAtec 或 Garant 等制造商生產的大型工業機器價格約為 18,000 美元至 21,000 美元(17,000 至 20,000 歐元)。2公斤磨料的價格在 21 – 44 美元(20 – 40 歐元)之間,5 升的化合物也約為 21 – 44 美元(20 – 40 歐元)。根據要加工的零件的數量和尺寸,價格差異很大。對于蒸汽平滑,平滑單個零件的服務費可能為 5 美元 –15 美元(4歐元– 14歐元)根據零件的復雜程度,盡管許多制造商通常只提供 10 個或更多零件捆綁包中的服務。購買蒸汽平滑裝置本身的成本約為 10,000 至 30,000 美元(11,000–33,000 歐元),具體取決于地區、制造商和質量。

通常來說,掃描速度、成型缸尺寸、打印材料都會影響SLS 3D打印的速度。在不考慮材料特性的基礎上,激光器功率越大掃描速度越大,激光器越多掃描速度越大,從而打印速度也更快。
如果就打印產品的速度來說,除了考慮激光器的功率和數量外,還要考慮成型缸的尺寸,成型缸越大,單次打印的零件數量就越多,打印速度也會越快。
目前盈普三維有兩款雙激光打印設備,分別是S600DL和P550DL。P550DL成型缸尺寸達到550 × 550 × 850mm,可以一體成型各類大尺寸零件,或批量生產中小尺寸零件。設備采用2套140W陶瓷腔技術二氧化碳激光器,性能穩定壽命更長,配套的2套高性能動態聚焦掃描系統,最高掃描速度可達22m/s,生產效率極高。并內置氮氣發生器,省去了用戶購買外置制氮機的成本。除此之外,P550DL還具備盈普主動冷卻專利技術,打印完成更快進入冷卻階段,冷卻效率更高,也延長了粉體使用壽命,舊粉可真正實現無限次回收循環使用。P550DL以大成型體積、高生產效率,以及高性價比,聚焦汽車、手板、醫療等行業的用戶,滿足其對品質和效率的極致追求,可以說P550DL是目前市面上最具性價比的大幅面雙激光SLS增材制造設備。

S600DL是盈普按照歐盟最高安全標準打造的一款大尺寸雙激光SLS 3D打印系統,其成型缸尺寸為600×600×800mm,體積達到288L,是目前同類SLS 打印設備中最大的,而且XYZ各方向更加平衡。這款設備相較于P550DL在具備更大成型體積、更高效率的同時,還采用機電分離和模塊化設計,并且通過了德國萊茵TüV CE認證,設備的安全等級達到Pl-e至高等級,也配備氧濃度檢測和煙霧過濾模塊,性能穩定、安全可靠,可以幫助汽車、航空航天、軍工、醫療等行業的用戶創造更多的價值。

所以,如果在采購設備上更多考慮打印速度和效率的情況下,可以考慮多激光和大尺寸的打印設備。
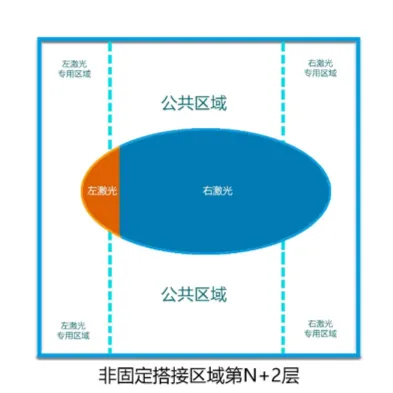
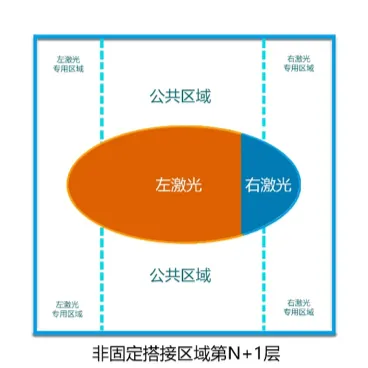
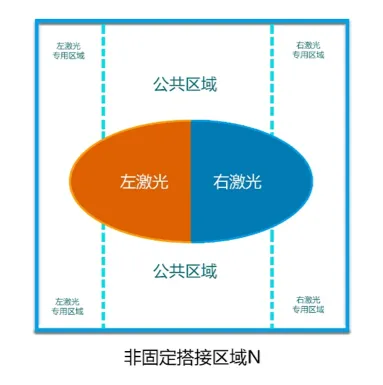
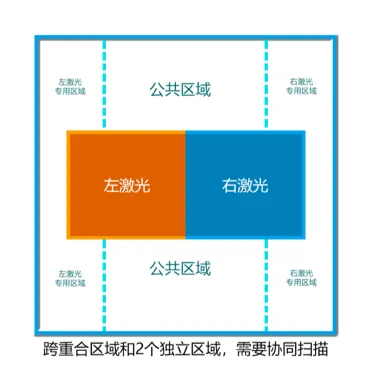
]]>1、增加激光系統和掃描系統數量的主要目的是增加打印幅面,這類設備可打印較大長度的模型,雙激光僅在打印幅面中間的連接處有較窄的重疊區域,零件每一層的拼接部分在同一位置,會影響模型拼接部分的外觀和強度性能;

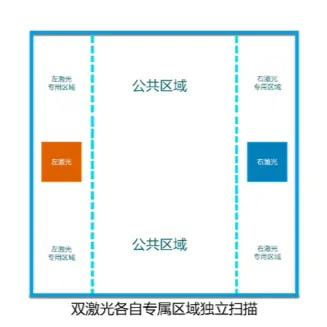
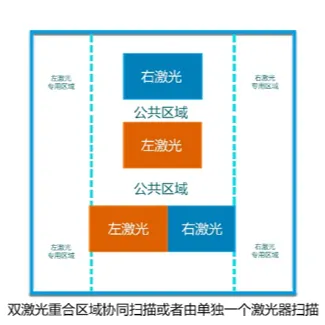
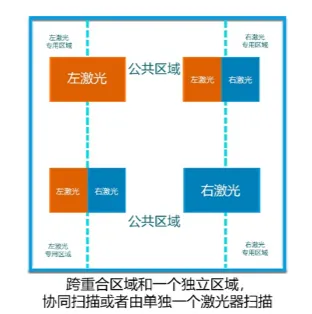
2、增加激光系統和掃描系統的主要目的是提高成型效率,這類設備的打印幅面并沒有明顯增加,但生產效率會提升,比如盈普的雙激光設備P550DL,激光掃描的重疊區域是300mm左右,雙激光器用智能協同掃描的方式打印零件,根據零件尺寸和分布,系統自動規劃2套激光的分工,提高成型效率。另外,將需要拼接打印零件的拼接位置進行調整,可以避免每一層都在相同位置,零件會有更好的強度和表面質量。
]]>
如今人們生活水平不斷提高,但尼龍在服飾界仍然占有很大空間。奢侈品品牌PRADA尤其青睞尼龍。PRADA第一款尼龍產品誕生于1984年,經過30多年的摸索,憑借自身強大的品牌效應,尼龍系列產品已經成為其標志性的時尚標簽,廣泛受到時尚界人士的追崇。
目前PRADA的尼龍產品遍及鞋、箱包和服裝全品類,并推出四個設計系列,廣受時尚達人和消費者的喜愛。這種時尚潮流帶來的豐厚利潤,往往會引來眾多高中端品牌的更進、模仿,將帶來尼龍在服飾領域的新一輪風潮。
傳統尼龍作為服飾,盡管耐磨美觀,但也有詬病之處。一段時間尼龍襪也被稱為“臭腳襪”,主要原因尼龍的吸水性較差。現行的解決方案是將尼龍與其他化纖混紡,提高吸水性和舒適性。新尼龍PA56吸水性更高,作為衣服穿著體驗更加舒適,未來有望推廣。
交運領域需求新升級
在減碳降排的今天,越來越多的汽車廠商將減量化作為汽車設計的基本要求之塑料逐漸從裝飾件向結構功能件轉變。
目前發達國家平均每輛轎車上塑料的用量為140-160kg。而尼龍是最重要的的車用塑料,主要用于動力、底盤零部件及結構件,約占整車塑料的20%。以發動機為例,傳統汽車發動機周邊溫差范圍達到-40到140℃,選用長期耐溫性較好的尼龍,還可以起到 輕量化、降成本、減噪防振等作用。
表1:尼龍在傳統燃油汽車的不同部位應用分布

2017年我國平均每輛車使用尼龍量約為8kg,用量遠遠落后于全球28-32kg的平均水平;我們華安化工團隊預計到2025年,我國平均每輛汽車用尼龍材料有望增至約15kg左右,按照汽車工業協會預計2025年我國汽車產量3000萬輛,車用尼龍材料用量將達到約50萬噸。
相較于傳統汽車,電動汽車對塑料的需求更甚。根據電動汽車網研究,汽車每減重100kg,電動車續航里程就能提高6%-11%。其中電池重量又與續航矛盾,受電池技術的限制,目前每續駛一公里需電池重量一公斤,如汽車續駛里程200公里,僅電池重量就高達200公斤。因此電動汽車及電池廠商對減重訴求極其強烈。
以特斯拉為例,特斯拉ModelS電池組板由7104節18650鋰電池組成,組成的電池組重量將近700公斤,占了整臺車重量近一半,其中電池包的保護殼就重達125公斤。而Model3通過采用塑料產品為電氣部分和結構減重,整車重量減輕67公斤以上。另外,傳統汽車發動機對塑料要求是耐熱,而電動車更關注阻燃。考慮到這些因素,尼龍無疑是極佳的電動汽車塑料。2019年,朗盛開發了專門用于鋰離子電池、電動動力總成和充電設置的PA(Durethan)和PBT(Pocan)系列材料。
表2:尼龍在新能源汽車上的部分應用

根據每個新能源汽車電池組大約需要30kg工程塑料,預計2025年僅電池組一項需要塑料達到36萬噸。在傳統汽車中應用廣泛的尼龍,經阻燃改性后在新能源汽車可繼續大放異彩。
新場景帶來新增量
3D打印技術是一種快速成型技術,與普通打印原理相似,通過讀取文件中的橫截面信息,用各種材料將這些截面逐層打印并粘合起來制造出一個實體,幾乎可以造出任何形狀的物品。具有未來感的3D打印自商業化以來保持高速增長。而3D打印的核心就是材料。
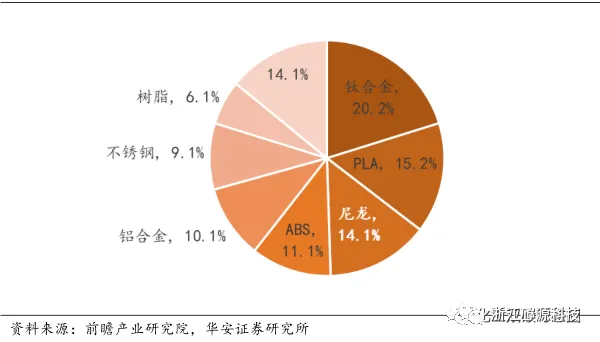
尼龍由于耐磨、堅韌、較高的強度和耐用性,是3D打印應用的理想選擇。在3D打印中,尼龍非常適用于原型和功能部件,如齒輪和工具。尼龍具有很高的剛性和柔韌性。當使用薄壁打印時,部件是柔性的,當打印較厚墻壁時,部件是剛性的。適合生產具有剛性部件和柔性接頭的活動鉸鏈等部件。由于尼龍是吸濕性的,部件可以很容易地在染浴中著色。
圖1:尼龍在3D打印材料中占比較高
2019年1月,贏創開發了一種含有特殊的脂肪族和脂環族單體的尼龍材料(TrogamidmyCX)。其具有非晶透明、抗紫外、以及良好加工性能,透明度超過90%,密度低至1.03g/cm3,還具有耐磨性和耐久性。
提起透明材料,原來大家都會想到PC、PS、PMMA,但現在非晶PA也可以做到了,而且耐化學品性和韌性更好,可以用于高級鏡片、滑雪板的遮陽板、護目鏡等。
尼龍的發展前景看中國
一、供給側:國內新增產能或改變全球供給格局
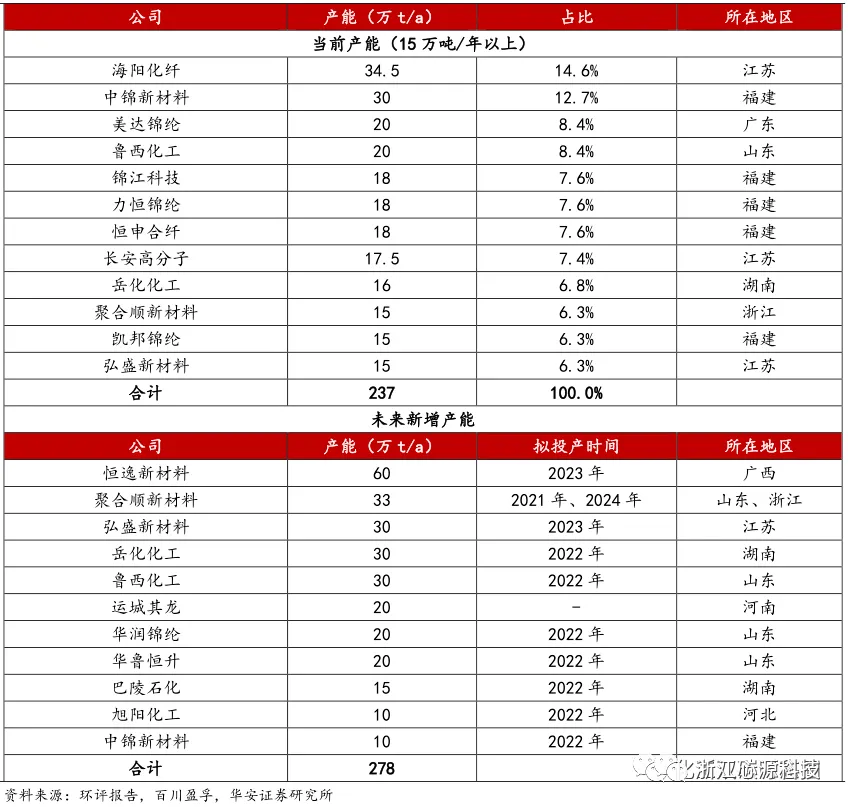
從全球尼龍市場看,尼龍6和尼龍66占到總產能、產量的95%以上。根據IHS報告,2020年全球尼龍6產能1052萬噸/年,尼龍66產能317萬噸/年。國內尼龍6因為原料己內酰胺已實現國產化,近十年產能快速增長,2020年國內尼龍6產能達到647萬噸/年,占到全球產能62%左右,產能前十二名企業產能占到36%以上,多集中于華東、華南等發達地區。
據我們華安化工統計,未來將有278萬噸新增產能。目前國內尼龍6主要生產纖維料為主,未來隨著產能擴張導致競爭激烈,更多的廠商將涉足工程塑料等高附加值領域。
表3:國內尼龍6產能分布及未來新增產能
尼龍66的產能與尼龍6比較相形見絀。目前國內尼龍66的產能約60萬噸/年,主要由于合成單體之一己二胺的原料己二腈長期壟斷在國外少數廠商手里。近年己二腈國產化取得突破,產能有望迅速增加,目前規劃及在建尼龍66產能達到126萬噸/年。
表4:國內尼龍66產能分布及未來新增產能

尼龍66的供給與原料己二腈的供給密切相關。目前全球己二腈產能190萬噸/年,其中英威達一家占到55%左右。國外己二腈廠家多配有下游裝置,只有英威達會出口數十萬噸己二腈。
表5:目前全球己二腈產能集中及技術情況

近年來,國內己二腈的進口逐年增多,從2010年12噸增長到2018年近30萬噸,年均增長率達到12%,充分說明尼龍66的需求旺盛,因此己二腈的國產化勢在必行。
另外,國內于高溫尼龍、生物基尼龍等其他尼龍在國內得到了一定的發展。近年來,金發科技突破PA10T、萬華化學開建PA12工業化裝置、凱賽生物利用微生物法合成戊二胺進而生產PA56,將來期待更多國內廠家研發出更多新技術,在尼龍家族中增添更多高水平國產尼龍。
二、需求側:中國市場空間增長潛力大
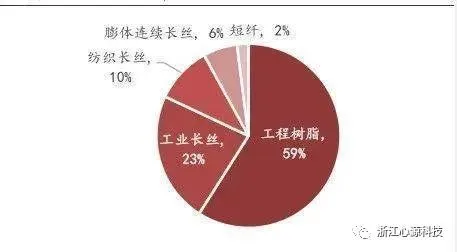
由于尼龍6和尼龍66性質差異,尼龍6和尼龍66需求結構不同。71%的尼龍6用于紡織長絲、工業長絲等纖維領域,29%用于工程樹脂。而尼龍66中59%用于工程樹脂。將來,隨著塑料的蓬勃發展,估計會有更多的尼龍66和尼龍6用于工程樹脂。
圖2:尼龍6需求結構
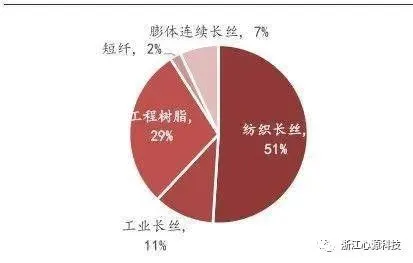
圖3:尼龍66需求結構
除去中國尼龍需求市場,從全球其他地區的尼龍6和尼龍66的消費表現看,近六年全球尼龍6消費在250萬噸/年上下波動,尼龍66消費在150萬噸/年波動,未來預計疫情復蘇后需求會有一定程度反彈,但由于國外發達國家尼龍當前成本下滲透率已較高,長期趨勢增長緩慢,未來增長需求看中國。
圖4:全球( 不含中國)尼龍6表觀消費量
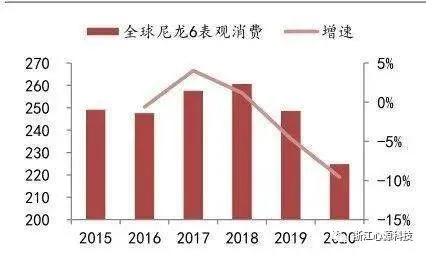
圖5:全球( 不含中國)尼龍66表觀消費量

相對于全球市場表現,中國尼龍市場需求增長勢頭迅猛。從2015年到2019年,尼龍6消費量增加了108萬噸/年,年均增速達到9.7%,盡管2020年疫情影響需求,消費量僅下降4.4%(全球其他地區下降9.6%);同階段,尼龍66消費量增加了4.4萬噸/年,數量上與全球所有其他地區的增長量相當。
隨著原料產能提升、成本下降,以及人們的生活水平提高、對高品質商品的需要、未來十年預計國內尼龍6、尼龍66的消費量將有一個較大增長空間。
圖6:中國尼龍6表觀消費量
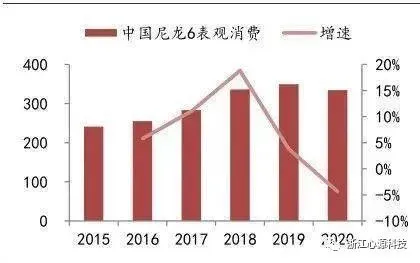
圖7:中國尼龍66表觀消費量
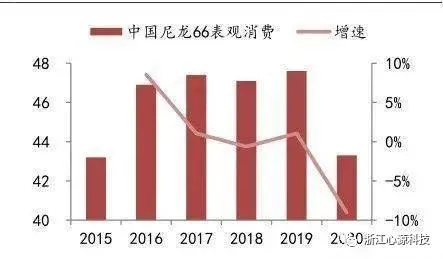
據測算:2025年全國尼龍66總需求量將在132萬噸左右,2021-2025年年均復合增速為25%;2030年全國尼龍66總需求量將在288萬噸左右,2026-2030年年均復合增速為17%。
關鍵假設一:尼龍在汽車領域的應用占比50%保持不變,包括尼龍66、尼龍12、高溫尼龍等,其中尼龍66占絕大多數。因此我們可以通過汽車產量增長計算出汽車領域尼龍用量,從而預測尼龍的整體需求量,即尼龍66的需求量。
關鍵假設二:隨著碳減排的推進,傳統燃油汽車2025年產量2400萬輛,2030年產量2300萬輛。與此同時,新能源汽車將快速發展,2025年產量600萬輛,2030年產量1500萬輛。
關鍵假設三:目前發達國家燃油汽車塑料用量150kg左右,其中尼龍占比20%。國內在傳統燃油車中尼龍用量在8kg左右,預計2025年將在15kg左右,隨著汽車輕量化推進,2030年將在30kg左右。在新能源汽車中,參照特斯拉model3等車型塑料用量,我們保守假設尼龍用量在50kg左右。
]]>
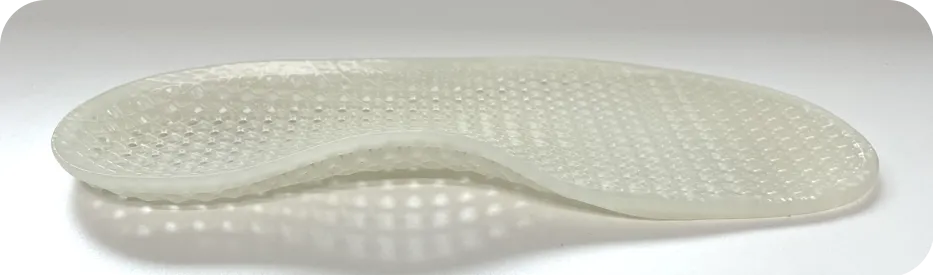
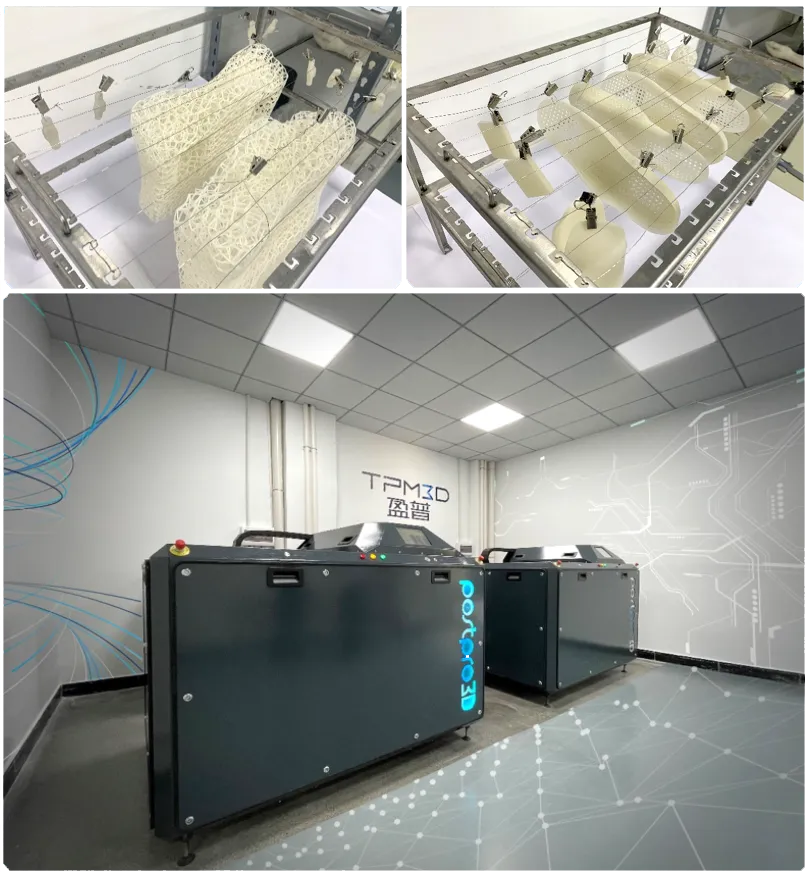
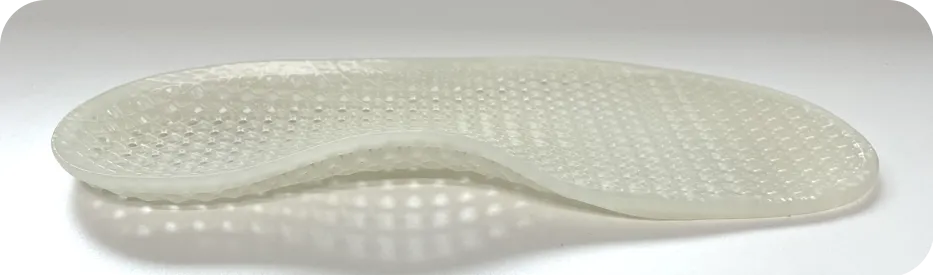
上圖展示的分別是3D打印定制康復頭枕和定制鞋墊,如果只通過外觀,大家可以看出打印它們使用的是TPU粉末材料,而不是光敏樹脂材料嗎?
關于TPU
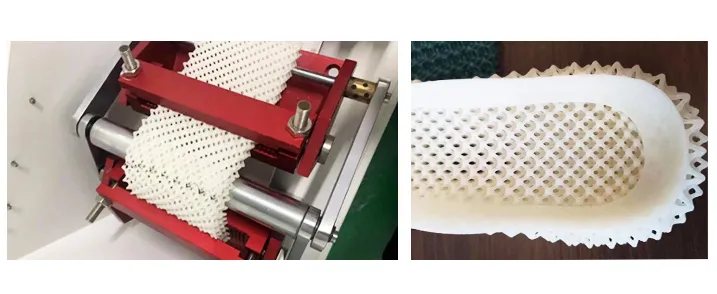
其實這些有半透明質感的定制頭枕和鞋墊,使用的是盈普Precimid1130系列TPU粉末材料,通過激光燒結技術打印成型的,在打印完成后我們對其進行了化學蒸汽平滑處理,使頭枕和鞋墊具備更優秀的韌性,滿足支撐起頸椎甚至整個人重量的要求,并且表面光滑,提升了防水抗菌性能,下圖是后處理現場和使用的設備。
就像上面展示的,盈普作為國內專業的SLS設備與材料的生產商,推出了多種不同軟硬度的TPU材料,包括Precimid1130 90A、Precimid1130 92A、與Precimid1130 95A等,這些TPU材料具備良好的柔韌性及回彈性能、耐磨耐候,適用于不同的硬度要求和使用環境,并且通過化學蒸汽平滑等后處理探索出了不同的應用場景,包括制鞋、醫療、電氣、體育用品、汽車、機械制造等行業。

TPU在制鞋業上的應用
制鞋是常用TPU材料的行業,在國內外包括匹克、Adidas、Nike等品牌,都已使用3D打印技術來研發設計3D打印運動鞋。3D打印鞋相較于傳統工藝制作的鞋子,在更加輕便、更具科技感的同時,還可以通過與步態分析、足底壓力分析等高科技技術結合,實現更高端的個性化定制功能,制造出只屬于消費者自己的鞋子。


TPU在醫療上的應用
另外在醫療行業,可以利用步態分析與足底壓力分析設備獲取患者數據,通過軟件設計出適合患者的專用鞋墊,再使用3D打印技術制造出定制化的各類TPU健康或矯形鞋墊,包括糖尿病足、高低足專用鞋墊等,屬于量身定制化的產品,以達到完美適配患者的效果;還可以利用頸椎病患者的醫療影像和三維掃描數據,設計出適合患者的康復頭枕,長期使用能夠緩解頸部疲勞,并起到矯正和康復的作用。

當然還可以使用3D打印技術制作各類消費電子產品的外殼保護套、球拍握把等體育用品、汽車密封墊圈等零部件,受篇幅所限就不一一展開介紹了。

TPU 3D打印應用案例分享
最后帶來2個盈普在TPU材料使用開發方面的行業客戶案例:某全球領先的品牌運動鞋與休閑鞋制造商,以盈普P550DL雙激光設備為平臺,使用TPU材料研發制造3D打印鞋中底,并對產品按照國際行業標準做了力學性能測試和超過12萬次的折彎測試,結果符合標準要求。另外在打印一致性方面,在成型缸內的不同位置及高度上,選取了若干零件進行測量,偏差結果在1.5mm內,符合TPU鞋中底打印一致性的要求。
另一方面,在高分子材料開發科研領域,江蘇集萃先進高分子材料研究所有限公司也在以盈普S480等設備為平臺,對TPU等各類高分子材料開展技術研發、技術轉移成果轉化、技術服務等工作。使用TPU等材料打印各類復雜的晶格結構,并進行材料性能相關的測試。得到了較好的客戶反饋:“打印系統穩定可靠,操作便捷,尤其集成式的零件粉體全性能工作站保證了環境的清潔,提高了整體的便利性,為材料和工藝的研發工作提供了很好的保障。”
]]>作者: ORFIN Trading Limited
雖然3D打印近年來受到越來越多行業用戶的青睞,但相較于傳統制造業,3D打印也有一定的缺陷,如打印件的精度不夠,表面粗糙,機械性能稍弱等。為了解決3D打印件存在的問題,噴砂、染色、熏拋等各種各樣的后處理技術應運而生,其中,AMT的化學蒸汽平滑技術能兼容多種3D打印工藝和100多種熱塑性材料,提升零件的機械性能,密封零件表面并降低孔隙率,提高零件的水密性和氣密性等,使得3D打印件基本達到注塑效果。3D打印與AMT的化學蒸汽技術相結合,進一步拓展了行業應用。
今天我們跟大家分享 AMT的化學蒸汽平滑技術是如何解決航天航空方面的應用難題。
案例背景
West Coast Industries是一家創新的飛機和航空航天工具制造公司,40多年來一直在尋找耐用的航空航天工具解決方案。本案例研究重點在于復雜氣動手柄的制造以及性能提升,此手柄為高精度鉆孔機的一部分,并用于在高載荷飛機結構上鉆孔,使這項制造任務更加高效。
問題分析
West Coast Industries使用的便攜式工具上裝有一個 2.5 馬力的氣動馬達,所有壓縮空氣都通過金屬手柄移動。由于溫度的緣故,對于操作員手部來說,金屬手柄變成了一個問題,并導致這些工具經常掉落。另外因為手柄所使用的材料及特殊的形狀,使得更換零件變得非常昂貴。更換手柄可能需要數小時或數天,每次手柄損壞時,會造成大量停機時間和生產計劃延遲。零件的脆弱性也是其生產鏈中的一個主要問題。
解決方案
West Coast Industries一直在尋找一種解決方案,以使用符合以下標準的設計和材料來替換此手柄:
? 能夠實現復雜的外部形狀
? 能夠擁有復雜的內部幾何形狀
? 低導熱性
? 通過破壞性測試的耐用性

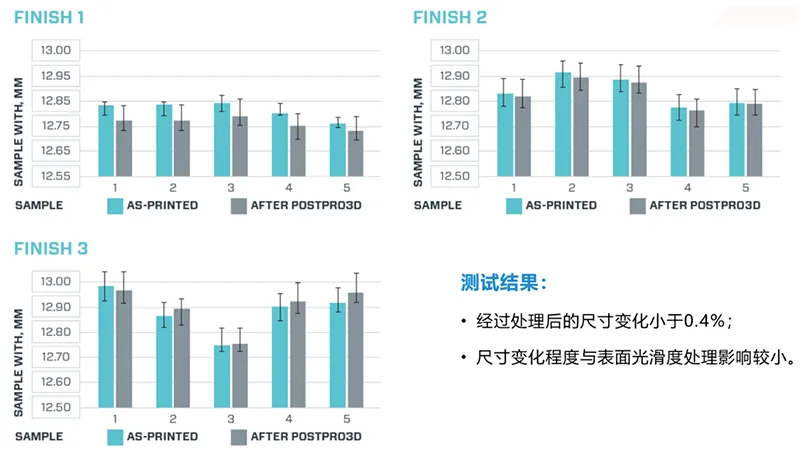
測試結果:
后處理后,客戶對零件進行了一系列沖擊測試。AMT展示了使用PostPro3D處理的零件比3D打印的原始零件具有更高的耐用性。該測試清楚地說明了PostPro3D如何增強零件的機械性能,這對于許多航空航天工具應用在提高零件耐用性方面至關重要。

總的來說,結果正是West Coast Industries正在尋找的解決方案:經過AMT PostPro3D化學蒸汽平滑技術進行處理后,能夠得到耐用、氣密、防水、功能性、最終用途的零件,這些零件以可持續和可重復的方式生產,從而降低了總體成本,并使其能夠擴大生產規模。
關于AMT& ORFIN
Additive Manufacturing Technologies(AMT)于2017年在英國成立,獲得化學蒸氣平滑技術的專利(Chemical Vapor Smoothing),并在美國、荷蘭、匈牙利及臺灣設立分公司,全球裝機量150+,是增材制造零件提供全自動后處理系統方案的全球領導者。
奧爾菲高新科技國際有限公司/Orfin high-tech International Ltd 是英國AMT系列設備的中國、香港和澳門的總代理,總公司位于香港,在深圳和廣州設有分公司。

看這光滑的表面、亮黑的色澤,我想如果沒有看標題,一定有朋友猜是SLA做的吧,其實它是使用盈普Precimid1180 BLK(黑色尼龍11)粉末材料,通過激光燒結成型的,對3D打印比較了解的朋友們都知道,SLS技術打印的零部件雖然有良好的精度和優秀的機械性能,但在外觀驗證方面,因為零件表面比較粗糙、有顆粒感,光滑程度是不如SLA技術,以及傳統注塑或CNC加工工藝的,那視頻中的護具是怎么做到這樣的效果的呢?
技術介紹
在以前,如果要使SLS打印的零件獲得視頻中的表面光滑度,以及光澤的外觀,我們通常使用人工打磨加染色的方式,但這種方式有其局限性:一是3D打印的零部件通常結構較復雜,在有內部腔體或晶格結構時(像視頻中的護具),打磨拋光就顯得束手無策;二是手工工藝對操作者的經驗技術要求高,有經驗師傅的人工成本也更高;最后打磨拋光耗時費力,定制化產品可以采用這種方式,但當遇到批量生產時就完全無法滿足效率要求了。
為了給客戶提供更有價值的3D打印解決方案,并突破傳統打磨工藝的局限,TPM 3D盈普敢為人先,作為國內第一家引入英國AMT化學蒸汽拋光技術的公司,在9月底就完成2臺化學拋光設備的測試,并正式投入運營使用,能夠幫助汽車、消費電子、醫療、文創教育等各個行業的客戶以更加輕松快捷的方式,實現SLS打印零部件的批量化拋光處理。
AMT是英國全自動3D打印后處理設備制造商,產品主要包括自動化除粉噴砂(Depowdering)設備,和化學蒸汽拋光(Chemical Vapor Smoothing)設備。

AMT的化學蒸汽拋光技術利用專用化學溶劑,經氣化后對艙內的零部件進行熏蒸,零件的表面會發生溶解,由于表面微觀的不一致性,表面微觀凸起的部位優先溶解,且溶解速率大于凹下部位;溶解后的液體表面受張力影響,有盡可能縮小的趨勢,凸起部分就會向下凹部分流動,凝固后會產生均勻且光滑平整的表面,最后再次將零件表面的溶液蒸發并回收,零件表面無殘留,只留下原本的材料,繼而完成整個熏蒸拋光的過程。這樣我們就得到了充分拋光的零部件。

技術特點
我們發現,這些經過化學拋光后的零件具有以下特點:
1、表面光澤更加美觀
經過化學熏蒸后的零件,最直觀的變化是就是去除了表面的顆粒感,提升了光澤度,由磨砂質感變為了亮面質感,觸感光滑,顏值更高。


盈普Precimid1172Pro GF30 BLK(30%玻璃增強尼龍12)打印的電動工具手柄外殼
2、表面光滑度明顯提高
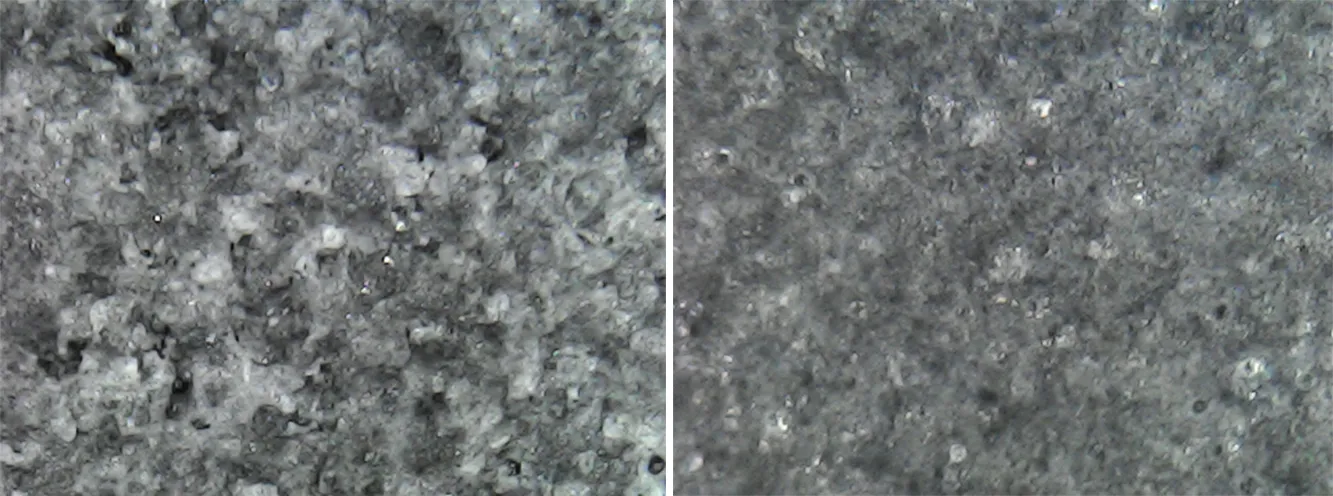
經過化學拋光后,能夠有效提升零部件表面的光滑度。我們使用顯微鏡去觀察處理前后的零件表面,可以看到表面微觀的凹凸部分被“撫平”,表面光滑度被大大改善,并且我們還可以通過調整熏蒸的工藝參數來提高處理的程度和效果,使表面更加致密光滑。(數據表明,經過熏蒸拋光后的零件表面光滑度可達到Ra0.7)

3、機械性能提高
拋光后得益于零件表面粗糙度的降低,以及開裂點的消失,斷裂伸長率顯著提高,綜合數據顯示對PA12可以提高約30%以上。同時,薄壁件的韌性也有明顯增強更不易斷裂。


4、氣密和水密效果增強
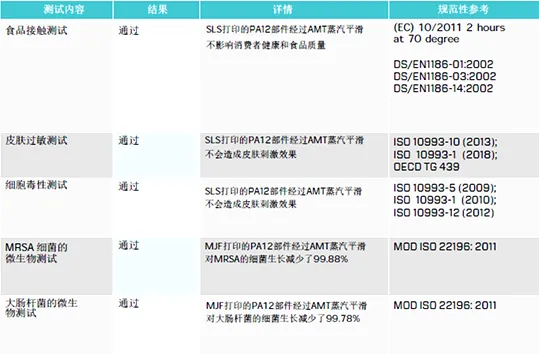
對于管道、各類接頭、戶外使用產品外殼等,需要考慮氣密性、水密性的零件,化學熏蒸拋光可以有效提升表面的致密度,以滿足上述需求。同時對于醫療支護具,使用綠色環保通過安全認證的溶液,將表面光滑度提高后,可以防止細菌在細小孔隙中滋生,能夠保證在長期與人體皮膚接觸過程中的安全性。


5、對尺寸影響小
最后,化學熏蒸拋光處理對于零件的尺寸影響較小,通過對樣件的尺寸測量,整體變化不超過0.4%,可以保證原模型的大部分尺寸在公差范圍內;對于有更高要求的零件,還可以預留出加工余量來保證尺寸精度。
應用領域
我們將化學蒸汽拋光技術與SLS 3D打印技術進行有機結合,可以提高SLS 3D打印零部件的表面光滑度、增強機械性能、實現氣密水密性,使得激光燒結的零部件也能擁有與注塑工藝類似的光滑外觀和部分性能,這就進一步拓展了SLS 3D打印技術的應用場景,使其在外觀驗證領域也能夠大展拳腳,并且在功能性驗證和最終使用領域的應用更深入。

SLS 3D打印的汽車管路、風道、各類葉輪、接頭、戶外使用的電子產品外殼、長期與皮膚接觸的醫療康復輔具、TPU鞋中底等零部件在經過處理后,能夠更好地滿足實際使用的要求,從而為汽車、消費品、電子電器、醫療、文創教育等行業的用戶創造更多的價值。
]]>3D 打印機可以用各種原料打印三維模型,使用3D 輔助設計軟件,工程師設計出一個模型或原型之后,無論設計的是一所房子還是人工心臟瓣膜,之后通過相關公司生產的3D打印機進行打印,打印的原料可以是有機或者無機的的材料,例如橡膠、塑料、甚至是人體器官,不同的打印機廠商所提供的打印材質不同。
原理
3D打印是添加劑制造技術的一種形式,在添加劑制造技術中三維對象是通過連續的物理層創建出來的。3D打印機相對于其他的添加劑制造技術而言,具有速度快,價格便宜,高易用性等優點。
3D打印機就是可以“打印”出真實3D物體的一種設備,功能上與激光成型技術一樣,采用分層加工、迭加成形,即通過逐層增加材料來生成3D實體,與傳統的去除材料加工技術完全不同。稱之為“打印機”是參照了其技術原理,因為分層加工的過程與噴墨打印十分相似。隨著這項技術的不斷進步,我們已經能夠生產出與原型的外觀、感覺和功能極為接近的3D模型。
3D打印機是什么?說的簡單一點,3D打印是斷層掃描的逆過程,斷層掃描是把某個東西“切“成無數疊加的片,3D打印就是一片一片的打印,然后疊加到一起,成為一個立體物體。
]]>